
Description of vulcanization machine:The vulcanization machine we produce adopts the original programmable controller as the core control system, the circuit is simple and clear, the operation is stable and reliable, and the failure rate is low. It has full computer automatic monitoring function, humanized programming concept design, the screen adopts light touch dialogue input, the operation effect is what you see, and the written help operation function is used, so that the operation and maintenance can be completed by raising hands. The output contact protection circuit board is professionally designed to make the internal relay contact work within DC5V5mA; the solenoid valve is controlled by a non-contact switch DC24V safety voltage to ensure the stability of the control system. Changjiu electrical components adopt international standardized configuration, which permanently relieves customers from worries. We have also introduced the latest international digital technology to provide higher thermodynamic performance and better stability than traditional designs. The electric heating and automatic current circuit break detection system make the electric heating temperature system open circuit automatic warning. We adopt digital temperature control of internationally renowned brands from Japan, pulse output of thyristor modules, PID mediation, and precise temperature calculations to control the temperature at ±3°C, and the program has a one-week preheating function.
Model | YX-LG100T-2H |
Hot plate specification | 450*450mm |
Hot plate spacing | 250mm |
Cylinder diameter | 250mm |
Machine structure | Four column/single head/double head model |
System pressure | 18MPa |
Heating system | Imported electric heating tube |
Power supply specification | 380V/50HZ |
Essential details | |||
Place of Origin | China | Applicable Industries | Hotels, Machinery Repair Shops, Home Use |
Type | Showroom Location | None | |
Condition | New | Model | YX-LG100T-2H |
Video outgoing-inspection | Provided | Hot plate specification | 450*450mm |
Machinery Test Report | Provided | Hot plate spacing | 250mm |
Warranty of core components | 1 Year | Cylinder diameter | 250mm |
Core Components | PLC | Motor power | 4KW |
Voltage | 380V/50HZ | Temperature range | Normal temperature -350°C |
Dimension(L*W*H) | 1.8*2.8*1.65(m) | Working level | Upper and lower layer |
Warranty | 1 Year | Machine structure | Four column/single head/double head model |
Key Selling Points | Automatic | System pressure | 18MPa |
Power (kW) | 13 kW | Power | 380V/50HZ |
Weight (KG) | 3500 KG | ||
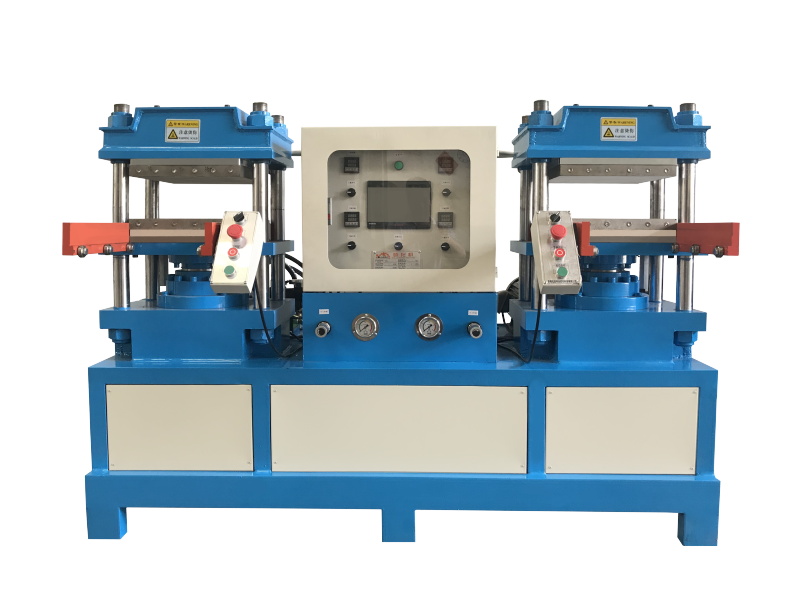
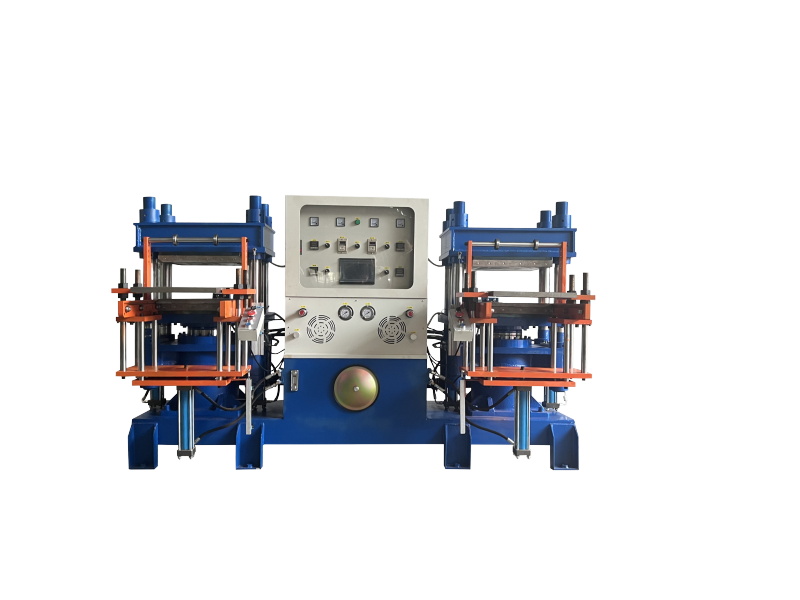
Hydraulic Vulcanizing Machine
The principle of a hydraulic vulcanizing machine is to apply controlled pressure and heat to rubber materials in order to facilitate the vulcanization process.Hydraulic vulcanizing machines use hydraulic pressure to generate force, which is applied to the rubber material along with heat and curatives to achieve this cross-linking. The hydraulic vulcanizing machine consists of two large plates called platens. These platens can be heated to the desired temperature. The rubber material is placed between the platens, often in a mold that gives the material its desired shape.Hydraulic cylinders, driven by hydraulic fluid, generate pressure that pushes the platens together. This pressure applies force to the rubber material, compressing it and ensuring proper contact between the rubber and the mold surfaces.At the same time, the platens are heated to a specific temperature, which varies based on the type of rubber and the desired properties of the end product. The combination of heat and pressure promotes the chemical reactions necessary for cross-linking.As the rubber material is exposed to heat and pressure, the curatives facilitate the formation of cross-links between polymer chains. These cross-links create a three-dimensional network within the rubber, resulting in improved mechanical properties.The rubber material is kept under pressure and at the specified temperature for a predetermined period, known as the curing time. This time allows the cross-linking process to proceed to completion.After the curing time, the platens may be cooled down, and the pressure is released. The rubber material is now vulcanized and has gained the desired properties.
Here are some maintenance tips for a rubber vulcanizing press:Regularly inspect the machine for any signs of wear, damage, or corrosion.Check all electrical connections, hoses, and components for signs of damage or deterioration.Inspect the heating elements, thermocouples, and temperature control systems to ensure they are functioning properly.Keep the machine clean by regularly removing dust, debris, and rubber residue.Clean the platens, molds, and any other surfaces that come into contact with rubber to prevent buildup.Follow the manufacturer's guidelines for lubrication of moving parts and components. Over-lubrication or using the wrong type of lubricant can cause problems.Regularly check the hydraulic fluid level and condition. Replace or top up the fluid as needed.Monitor hydraulic hoses and fittings for leaks or signs of wear. Replace any damaged components promptly.
Operation process of plate vulcanizing press:Ensure that the vulcanizing press is clean and in proper working condition.Check that the platens, heating elements, hydraulic system, and safety features are functioning correctly.Prepare the rubber material by mixing it with curatives, such as sulfur and accelerators, as required for the vulcanization process.Shape the rubber material according to the desired product, and place it within molds or between layers of fabric or other materials if necessary.Set the temperature and pressure parameters on the control panel of the vulcanizing press. These parameters will depend on the type of rubber material and the desired properties of the end product.Start the heating elements to heat the platens to the specified temperature. Allow the platens to reach the desired temperature before proceeding.Open the press and place the rubber material or the mold with the rubber material onto one of the platens.Activate the hydraulic system to apply pressure to the platens. The pressure forces the platens together, compressing the rubber material.As the rubber material is pressed between the heated platens, the vulcanization process begins. The heat and pressure cause the curatives within the rubber to promote the formation of cross-links between polymer chains, improving the material's properties.

Mobile website




Copyright © 2025 Dongguan Yunxin Machinery Manufacturing Co., Ltd All rights reserved. Privacy Policy